什么是Vacuum 输液过程 (或者 树脂灌注工艺)?
树脂真空灌注, 制造高性能复合材料零件的工艺
树脂真空灌注 是制造高品质玻璃纤维和复合材料部件的成本效益高的工艺. 对于许多应用, 使用树脂真空灌注工艺制造的零件具有更高的质量, 更好的一致性, 更高的玻璃含量, 比强度更高, 更高的比刚度, 更好的内饰, 与开模工艺相比,循环时间更快,成本更低.
真空灌注工艺
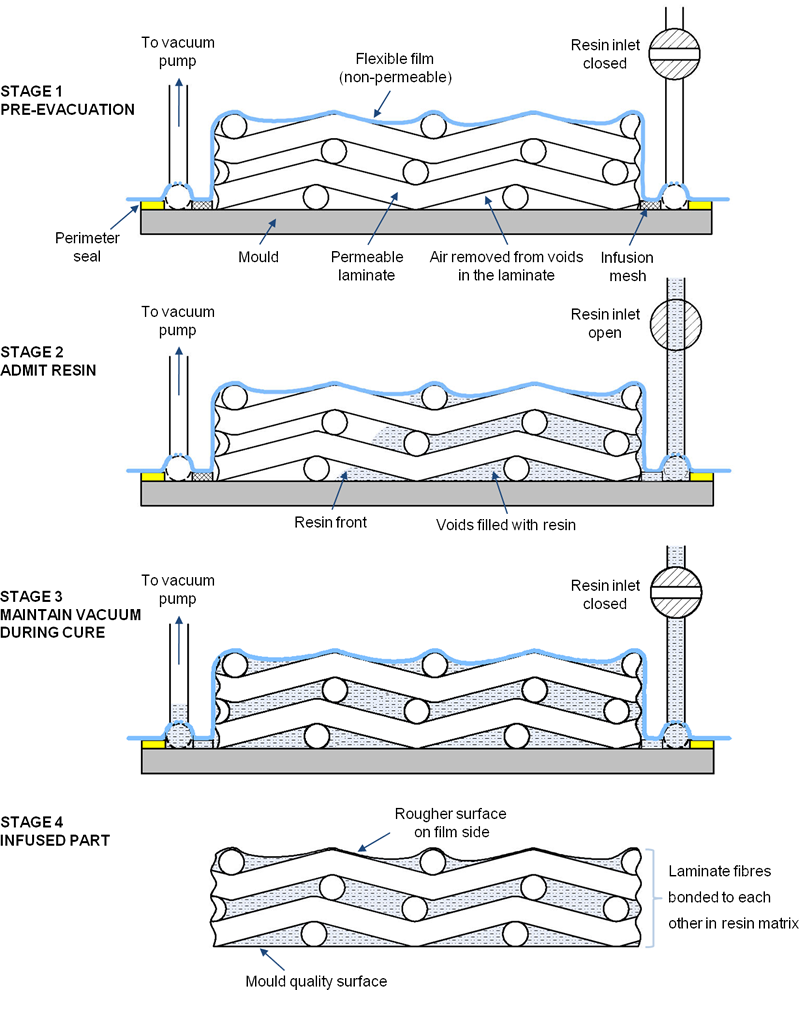
任何使用开模工艺制造的复合材料或玻璃纤维部件都可以进行真空灌注 (有关开模工艺的更多信息,请参阅玻璃纤维设计指南). 如果模具具有真空完整性,标准玻璃纤维模具将适用于该工艺 (没有裂缝) 并有足够的法兰宽度来密封 真空袋. 该部件通常在模具中涂上凝胶,类似于开模工艺. 然后干援军 (玻璃纤维, 碳, 凯夫拉等。), 核 (轻木, 或泡沫), 肋骨被预先切好并放在模具上干燥. 材料加载完毕后, 将真空袋或内模放在材料上并密封在模具上. 高真空 (25 汞柱或更多) 用于排出零件和树脂中的空气 (聚酯纤维, 乙烯基酯或环氧树脂) 被拉入该部分 真空泵. 该过程在概念上非常简单; 然而, 它需要详细的规划和设计,以便零件可以在合理的时间内注入,而不会出现任何干点. 灌注速度取决于树脂的粘度, 树脂必须流动的距离, 的渗透性 媒体, 和真空量. 所以, 材料的选择, 流媒体, 树脂流动布局, 真空口的位置和位置对于制造优质零件至关重要.
真空灌注部件的优点:
- 过程的质量不取决于操作者的技能. 流程设计完成后, 零件质量将保持一致.
- 层压板质量将高于使用开模工艺制造的零件. 不会有任何滞留空气; 层压板将完美固结,壁厚一致.
- 最小的零件收缩和变形.
- 注入层压板的玻璃含量按重量计从 35% 至 50% 和....相比 25% 至 35% 用于斩波枪层压部件. 零件将具有更高的比强度和比刚度.
- 带肋的复杂零件, 核, 和支架可以在一个步骤中一起制作,消除了二次粘合操作.
- 零件可以制成净尺寸,从而减少后加工时间.
- 如果使用内模,零件的非成型侧可以具有良好的光洁度.
- 更快的循环时间. 周期时间 2-3 小时是典型的,所以可以转动模具 3-4 每班次.
- 挥发性有机化合物不会造成空气污染.