FRP/GRP型材拉挤机加工制造工艺
拉挤成型
概述
拉挤成型 是制造具有恒定横截面的产品的连续过程, 比如棒材, 结构形状, 梁, 渠道, 管道, 管道, 钓鱼竿, 和高尔夫球杆杆身. 拉挤成型生产具有极高纤维含量的型材, 因此 拉挤制品 具有高结构特性.
进度解析
拉挤成型是一种生产连续长度的 FRP 结构型材的制造工艺. 原材料包括液态树脂混合物 (含树脂, 填料和专用添加剂) 和增强纤维. 该过程涉及拉动这些原材料 (而不是像挤压中那样推动) 通过一个 加热钢成型模具 使用连续拉动装置. 增强材料呈连续形式,例如玻璃纤维毡卷或玻璃纤维粗纱卷. 由于增强材料已被树脂混合物饱和 (“湿透”) 在树脂浸渍器中并通过模具拉出, 凝胶化 (或硬化) 树脂由模具的热量和刚性引发, 形成与模具形状相对应的固化轮廓.
尽管 拉挤机 设计因零件几何形状而异, 基本拉挤工艺概念在以下示意图中描述.
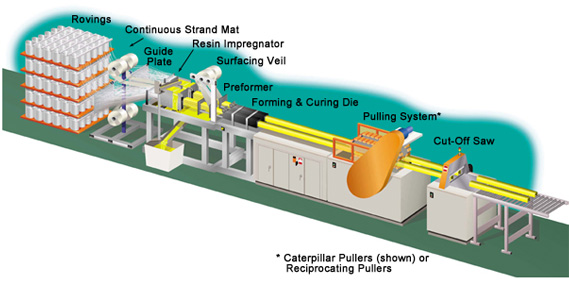
筒子架将加强件定位,以便随后送入导轨. 钢筋必须在复合材料内正确定位并由钢筋导轨控制.
树脂浸渍剂饱和 (弄湿) 用含有树脂的溶液加固, 填充物, 颜料, 和催化剂以及所需的任何其他添加剂. 树脂浸渍器的内部经过精心设计,以优化“浸湿” (完全饱和) 增援的.
在离开树脂浸渍器时, 钢筋经过组织和定位,最终由预成型机放置在横截面形式中. 预成型机是一系列工具,可在产品向前移动时挤出多余的树脂,并在进入模具之前轻轻地塑造材料. 在模具中,热固性反应是热激活的 (能量主要由电力供应) 复合材料固化 (硬化).
退出模具时, 固化后的型材被拉到锯上进行切割. 在被拉块抓住之前需要冷却热的部分 (由耐用的聚氨酯泡沫制成) 防止拉块开裂和/或变形. 使用了两种不同的牵引系统: 履带式反向旋转式和手拉式往复式.
在某些应用中,RF (射频波发生器) 单元用于在进入模具之前对复合材料进行预热. 使用时, 射频加热器位于树脂浸渍机和预成型机之间. RF 通常仅与全粗纱部分一起使用.