МАШИНА ДЛЯ ПРОИЗВОДСТВА ПРОФИЛЕЙ FRP/GRP ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС
пултрузия
Обзор
пултрузия представляет собой непрерывный процесс изготовления изделий, имеющих постоянное поперечное сечение, например, стержневой запас, структурные формы, лучи, каналы, трубка, трубка, удочки, и клюшки для гольфа. Пултрузия производит профили с чрезвычайно высокой загрузкой волокон., таким образом пултрузионные изделия обладают высокими структурными свойствами.
Описание процесса
Пултрузия - это производственный процесс для производства непрерывных отрезков конструкционных профилей FRP.. Сырье включает жидкую смесь смол. (содержащий смолу, наполнители и специальные добавки) и армирующие волокна. Процесс включает в себя вытягивание этого сырья (а не толкать, как в случае экструзии) через нагретая сталь формовочная матрица с помощью непрерывного тянущего устройства. Армирующие материалы находятся в непрерывных формах, таких как рулоны стекловолоконного мата или рулоны стекловолоконного ровинга.. По мере пропитки арматуры смоляной смесью («промокание») в импрегнатор смолы и протянут через фильеру, гелеобразование (или закалка) смолы инициируется теплом от матрицы и жесткой, формируется отвержденный профиль, соответствующий форме штампа.
Пока пултрузионная машина конструкция зависит от геометрии детали, основная концепция процесса пултрузии описана на следующей схеме.
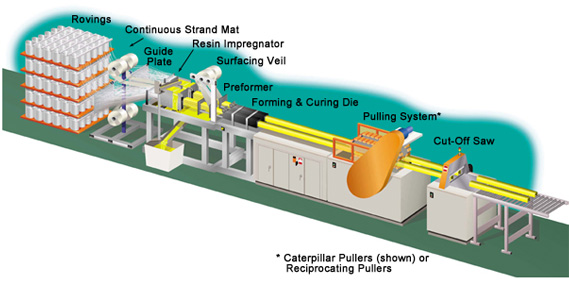
Шпулярники позиционируют арматуру для последующей подачи в направляющие.. Армирование должно быть правильно расположено внутри композита и контролироваться направляющими арматуры..
Пропитка смолой насыщает (смачивает) армирование раствором, содержащим смолу, наполнители, пигмент, и катализатор, а также любые другие необходимые добавки. Внутренняя часть пропитки смолой тщательно разработана для оптимизации «пропитки». (полное насыщение) подкрепления.
На выходе из пропитки смолой, армирование организовано и расположено для возможного размещения в форме поперечного сечения преформером. Преформер представляет собой набор инструментов, которые выдавливают излишки смолы по мере продвижения продукта и аккуратно формируют материалы перед входом в пресс-форму.. В пресс-форме реакция термоусадки активируется нагреванием. (энергия в основном подается электрически) и композит отверждается (закаленный).
При выходе из кубика, отвержденный профиль подтягивается к пиле для резки по длине. Необходимо охладить горячую часть, прежде чем она будет захвачена тяговым блоком. (изготовлен из прочного пенополиуретана) для предотвращения растрескивания и/или деформации тяговых блоков. Используются две разные системы натяжения.: гусеница с встречным вращением и возвратно-поступательным движением.
В некоторых приложениях RF (генератор радиочастотных волн) блок используется для предварительного нагрева композита перед входом в матрицу. Когда используется, ВЧ-нагреватель расположен между пропиткой смолой и преформером. RF обычно используется только с подвижной частью..