








Вакуумный инфузионный насос FRP, Машина для вакуумной инфузии FRP,Машина для вакуумной инфузии из стекловолокна
Вакуумная инфузия смолы, Процесс изготовления высокопроизводительных композитных деталей
Вакуумный инфузионный насос FRP для вакуумной инфузии смолы - это экономически эффективный процесс изготовления высококачественных деталей из стекловолокна и композитных материалов.. Для многих приложений, детали, изготовленные методом вакуумной инфузии смолы, имеют более высокое качество, лучшая консистенция, более высокое содержание стекла, более высокая удельная прочность, более высокая удельная жесткость, лучшая внутренняя отделка, более быстрое время цикла и более низкая стоимость по сравнению с процессом открытой формы.
-
Модель №.
Вакуумная емкость
(л)
Скорость откачки
(м3/ч)
Экстремальная степень вакуума
(-кПа)
Мощность двигателя
(кВт)
Диаметр всасывания
Масса
(Кг)
Внешний размер
(метр)
LC-XD-020
65
20
101.3
0.75
Лк1/2
70
1Х0,35Х0,8
LC-XD-040
120
40
101.3
1.1
Rc1 1/4
100
1.3Х0,45Х0,9
LC-XD-063
160
63
101.3
1.5
Rc1 1/4
140
1.4Х0,5Х1
ЛК-ХД-100
160
100
101.3
2.2
Rc1 1/2
190
1.5Х0,5Х1
ЛК-ХД-160
200
160
101.3
4
Rc2
270
1.5Х0,75Х1,4
ЛК-ХД-200
200
200
101.3
5.5
Rc2
320
1.5Х0,75Х1,4
ЛК-ХД-250
240
250
101.3
5.5
Rc2
400
1.5Х1Х1.4
ЛК-ХД-300
240
300
101.3
7.5
Rc2
420
1.5Х1Х1.4

-
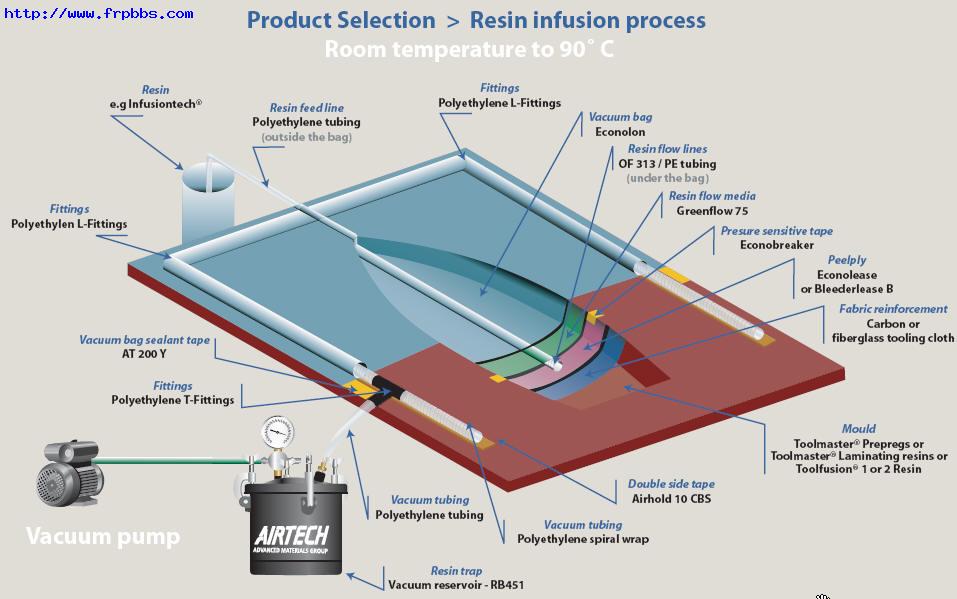
Любая деталь из композита или стекловолокна, изготовленная методом открытой формы, может подвергаться вакуумной заливке. (обратитесь к Руководству по проектированию стеклопластика для получения дополнительной информации о процессе открытой пресс-формы.).
А) Стандартные формы из стекловолокна подходят для данного процесса, если они имеют целостность вакуума и ширину фланца, достаточную для герметизации вакуумного мешка.. Деталь обычно покрывается гелем в форме, аналогично процессу открытой формы..
Б) Затем сухое армирование (стекловолокно, углерод, кевлар и т. д.), основной (бальза, или пена), и ребра предварительно вырезаются и укладываются на форму в сухом виде.
С) После загрузки материалов, вакуумный мешок или внутренняя форма помещается на материал и плотно прилегает к форме.
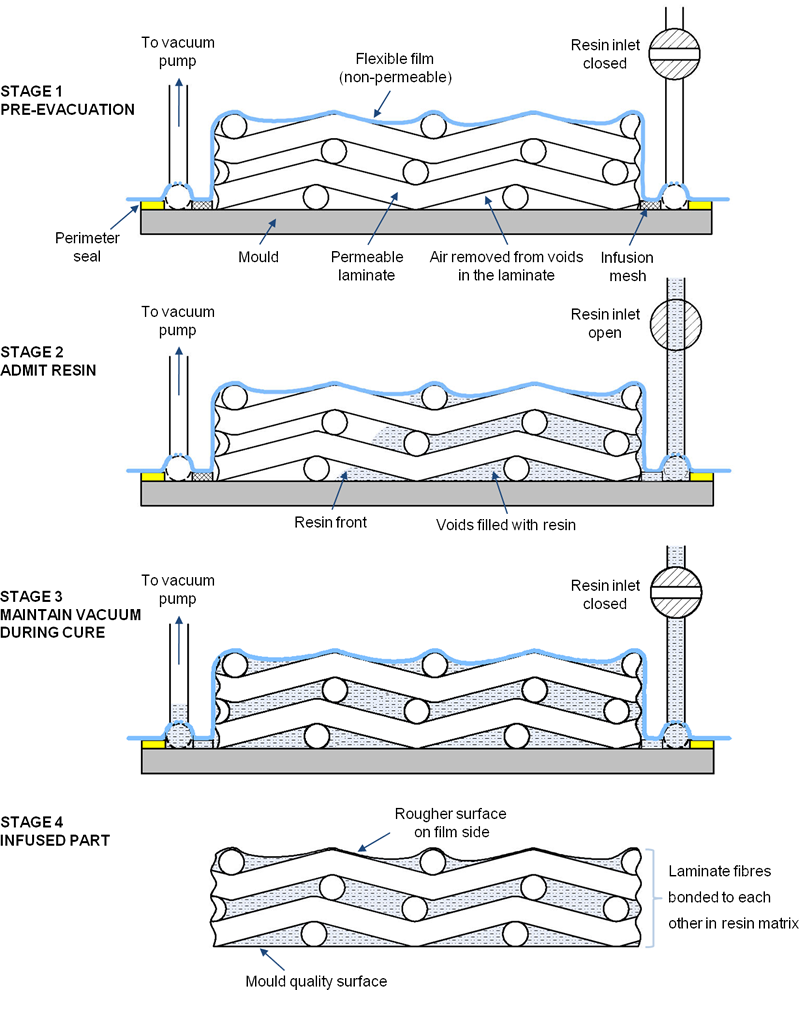
Д) Высокий вакуум (25 в рт.ст. или более) используется для удаления воздуха из детали и смолы (полиэстер, винилэфирная или эпоксидная смола) втягивается в деталь вакуумом.
Примечание: Процесс очень прост по идее; Однако, это требует детального планирования и проектирования, чтобы детали можно было залить за разумное время без каких-либо сухих пятен. Скорость заливания зависит от вязкости смолы., расстояние, которое должна пройти смола, проницаемость среды, и количество вакуума.
Вывод:Следовательно, выбор материалов, проточная среда, схема потока смолы, и расположение вакуумных портов имеют решающее значение для изготовления качественных деталей..
Если у тебя есть вопросы,пожалуйста, введите свои контактные данные ниже ! Мы свяжемся с вами как можно скорее !